Monozukuri on Every Build Line
Fujinomiya and Isehara plants run kaizen-governed assembly cells with documented torque, optics-clean and beam-alignment checkpoints. Each ENSIS cutter exits with a signed QC dossier at the serial level.

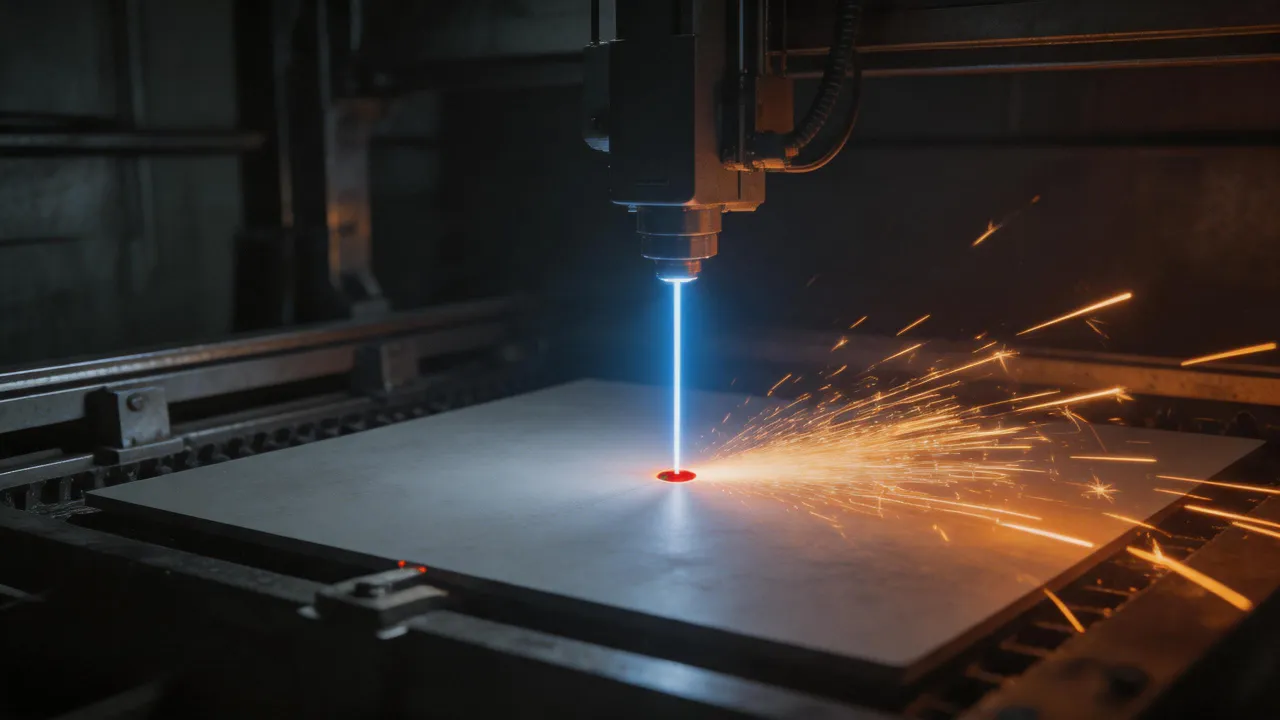
ENSIS variable-beam fiber laser cutting — purpose-built for mild steel, stainless and aluminum fabricators who measure throughput in validated parts per shift, not brochure adjectives.
Monozukuri — literally "the act of making things" — means every decision on the AMADA line is measured, documented and peer-reviewed. These are the six discipline gates behind every fiber laser that ships.
Fujinomiya and Isehara plants run kaizen-governed assembly cells with documented torque, optics-clean and beam-alignment checkpoints. Each ENSIS cutter exits with a signed QC dossier at the serial level.
Unlike fixed-mode fiber systems, ENSIS resonator-and-lens control shifts the beam profile on the fly between thin-sheet precision and thick-plate cutting — eliminating process change-overs within a mixed nest.
Fiber cutters, turret punches, press brakes and automation share VPSS 3i CAM, ABC setup libraries and AMNC 4ie control — one operator experience from raw sheet to finished bent part.
Connected machines stream beam power, optics temperature, chiller pressure and servo current to the AMADA Care cloud. Field engineers are dispatched before a line-stop — targeting 98%+ scheduled uptime.
Regional HQ in Schaumburg, IL; service hubs and spare-parts depots spread across the US, Canada and Mexico; factory-trained field engineers; 2- to 4-hour remote triage for critical-line customers.
G-code programs, nests and ABC process recipes stay portable from prior-generation machines to current ENSIS — protecting operator skill investment and preserving secondary-market value over a 5- to 10-year horizon.
A purpose-engineered range covering thin-sheet job shops to 20 kW heavy-plate production. Every unit leaves Japan with documented ABC recipes, AMNC 4ie control and AMADA Care connectivity included.

Variable-beam fiber flagship for 3,000 × 1,500 mm sheet. Workhorse for mild steel up to 25 mm and stainless up to 20 mm with N2 high-pressure process — one nest, one setup, one finish.
3–9 kW · 3000 × 1500 mm · Variable-Beam Resonator
High-power fiber cutter targeting 36 mm mild steel, 30 mm stainless and 30 mm aluminum. Engineered for shipbuilding, yellow-goods and heavy-equipment fabrication lines.
12–20 kW · 36 mm Plate · N2 Pressure Cut
Tube and profile fiber cutter supporting 6–12 m bars with auto-loading and bevel-weld-prep cuts. Designed for agricultural, furniture and structural-steel fabricators.
3–6 kW · Ø 20–254 mm Tubes · Bevel-Prep Head
Hybrid punch-and-fiber-laser station that forms, taps, slits and cuts in one setup. Cuts cycle time 30–45% on high-mix, punch-heavy parts vs sequential two-machine flows.
2–3 kW Laser · 30-Ton Punch · Auto Tool Change
100–220 ton press brakes with automatic tool changer, ACB angle measurement and 6-axis backgauge. VPSS 3i offline programming cuts setup time on small batches.
100–220 Ton · ATC Tooling · ACB Measurement
Servo-driven turret punch with 300–400 kN ram force and multi-tap spindles. Ideal for enclosure, HVAC-duct and electrical-cabinet fabricators running high-mix punch-form work.
300–400 kN · Servo Ram · 58-Station TurretA 9 kW ENSIS 3015 AJ processing a mixed-thickness production nest — the resonator profile changes mid-cycle, without operator intervention, between 2 mm thin detail work and 16 mm plate contours.
Representative ranges from anonymized customer benchmarks, recorded during applications-lab qualification and first-year field audits. Actual results vary by material, nesting strategy and shift discipline.
Replaced a 6 kW CO2 with ENSIS 3015 AJ (9 kW). Nested-part throughput rose 34% across a mixed 3–16 mm mild-steel program; assist-gas spend fell 29% over the 90-day comparison window.
VPSS 3i offline nesting + ABC process recipes reduced setup-to-first-good-part cycle by 42% on a high-mix galvanized enclosure program (avg batch 12 parts, 38 SKUs/week).
LC-ALPHA 12 kW paired with ASLUL automation tower delivered 1,850 validated parts in an unattended 8-hour night shift at 97.1% first-pass yield on 6 mm boron-steel blanks.
Qualified across the demanding end of sheet-metal fabrication — wherever documented process, JIS-grade accuracy and predictable uptime decide the PPAP or FAI outcome.
Hot-stamped boron blanking, aluminum-closure panels, battery-tray fiber welding; PPAP-ready capability studies.
AS9100-aligned process records, titanium and Inconel cutting recipes, AS9102 first-article packets per lot.
EMZ turret-punch + ENSIS combo flow on galvanized duct, cabinet and panel programs with sub-minute setup.
Mixed thin-to-medium sheet on ENSIS; VPSS 3i nesting cuts material waste 8–14% on high-mix job-shop nests.
LC-ALPHA 20 kW cutting 36 mm mild steel, 30 mm stainless and 30 mm aluminum for yellow goods and marine structures.
ENSIS-AJe tube laser on 6–12 m bars with bevel-prep heads — downstream weld prep eliminated for structural sections.
LC-C1AJ punch-laser combo forming, tapping and cutting enclosure parts in a single setup — 30–45% cycle-time reduction.
Mid-power ENSIS on 1–6 mm stainless and aluminum decorative panels; documented edge class for cosmetic-critical parts.
ENSIS fiber architecture reaches 38–42% wall-plug efficiency — roughly 3× a 4 kW CO2 at equivalent cut. Add regenerative servo braking, LED cabin lighting and closed-loop chillers and AMADA fiber cutters have delivered measured kWh-per-cut reductions in third-party energy audits at North American sites between 2023 and 2025.

Hands-on observations, cut-quality benchmarks and lean-fabrication playbooks written by AMADA North America process engineers.
A plain-language walkthrough of the beam-profile shift between thin-sheet and thick-plate modes — and why it eliminates the two-pass trade-off on mixed nests.
A 90-day commissioning plan: operator retraining hours, gas-panel retrofit cost, nest-re-validation, and realistic throughput ramp-up curves.
Field observations from three AMADA customer floors where disciplined shift-handoff standard work recovered 45–70 min of productive laser time per day.
Send a drawing plus your toughest material; the AMADA applications lab returns cut samples, a parameter sheet, an ENSIS recipe card and a throughput projection for your shift pattern — typically within 10 business days.